The mixing machines are perhaps the heaviest, dirtiest and most energy gobbling
entities in the rubber industry.
There are three types of mixing machines.
1. Rolling mills or external mixers.
2. Continuous mixers.
3. Banbury – type or internal mixers.
Except for the second type, the other two types can either be continuous or discontinuous
type.
1. Rolling mill mixers.
The rolling mill is furnished with two rolls. The rolls have internal water-cooling. Both
rolls have slightly different peripheral speeds giving a more efficient mixing.
The ratio of the peripheral speeds is usually 1:1.2. Typical roll dimensions are l = 1.5 m,
Φ = 0.5 m. The power rating is around 200 kW with a roll speed of 20 rpm. Typical
mixing cycle takes 30 min. and batch sizes are 60 – 70 kg.
At mixing, the mix is following one of the rolls and the additives are added in between
the two rolls. During mixing the roll gap is slightly opened. After mixing, the rubber strip
is cut in slices and fed in between the rolls, a number of times. This is to ensure thorough
mixing.
An important difference between rolling mills and batch mixers is that the former gives a
“good” (quality) mix while the latter gives a “fast” (productivity) mix. Furthermore,
technological advancement opportunities in the rolling mill mixing procedure are nil
compared to the internal batch mixers. Automatization is also a hurdle in rolling mill
mixers.
2. Continuous mixers.
The mixing action in a continuous mixer is similar to that in a Banbury – type mixer. The
raw materials are fed into the mixer from hoppers. The rotors or “mixing screws” in
continuous mixers can be divided into three parts – screw conveyor, mixer and pumper.
The conveyer part of the rotor propels the ingredients to the mixing part of the rotor. The
overall forward movement of the material is actually obtained by the particular geometry
of the rotors and the constant change in material viscosity as its temperature increases
along the rotor (maximum where the mixing takes place).
Thursday, July 15, 2010
WHY MIXING IS IMPORTANT
In all Rubber products, Rubber compound is a
critical component, which plays a vital role in the
performance and failure of the Product.
The composition of major Rubber Products is as
follows:
PRODUCT COMPOUND %
TYRE 80-85
TUBE 98
MOULDED GOODS 100
CONVEYOR BELTS 45-55
Compounding :
Involves deciding what ingredients and in what proportions, should be
mixed, with the goal of providing in the mixed and cured compound, the
properties required for the end application.
Mixing :
Involves deciding what equipment to use, and the speeds, pressures,
temperatures, time and procedures required to blend the chosen
ingredients into an adequately mixed compound. The aim of the mixing
process is to produce a product that has the ingredients dispersed and
distributed sufficiently thoroughly to permit it to shape readily, cure
efficiently and give the required properties for the application, all with the
minimum expenditure of machine, time and energy.
DEFINITION OF MIXING
MIXING is defined as the way different types of Raw Materials are
combined together to get a Mass that is substantially different from the
characteristics of individual components and is Homogeneous as far as
its physical and chemical properties are concerned and the same is
achieved through dispersive and distributive operation.
The principle task of compounding is concerned with securing an
acceptable balance between the demands arising between the three
considerations mainly;
1. Properties
2. Price
3. Processing
Four basiic steps are involved in the mixing operaations are
1. Incorporation : is the first stage of mixing during which the previously
separate ingredients form a coherent mass.
2. Dispersion : is the process during which the carbon black agglomerates
are reduced to their ultimate size
3. Distribution : is simple homogenization, during which the various
ingredients are randomly distributed throughout the mass of the mix.
4. Plasticization : during this operation the mix reaches its final viscosity as
plasticizers effectively lubricate the mix.
critical component, which plays a vital role in the
performance and failure of the Product.
The composition of major Rubber Products is as
follows:
PRODUCT COMPOUND %
TYRE 80-85
TUBE 98
MOULDED GOODS 100
CONVEYOR BELTS 45-55
Compounding :
Involves deciding what ingredients and in what proportions, should be
mixed, with the goal of providing in the mixed and cured compound, the
properties required for the end application.
Mixing :
Involves deciding what equipment to use, and the speeds, pressures,
temperatures, time and procedures required to blend the chosen
ingredients into an adequately mixed compound. The aim of the mixing
process is to produce a product that has the ingredients dispersed and
distributed sufficiently thoroughly to permit it to shape readily, cure
efficiently and give the required properties for the application, all with the
minimum expenditure of machine, time and energy.
DEFINITION OF MIXING
MIXING is defined as the way different types of Raw Materials are
combined together to get a Mass that is substantially different from the
characteristics of individual components and is Homogeneous as far as
its physical and chemical properties are concerned and the same is
achieved through dispersive and distributive operation.
The principle task of compounding is concerned with securing an
acceptable balance between the demands arising between the three
considerations mainly;
1. Properties
2. Price
3. Processing
Four basiic steps are involved in the mixing operaations are
1. Incorporation : is the first stage of mixing during which the previously
separate ingredients form a coherent mass.
2. Dispersion : is the process during which the carbon black agglomerates
are reduced to their ultimate size
3. Distribution : is simple homogenization, during which the various
ingredients are randomly distributed throughout the mass of the mix.
4. Plasticization : during this operation the mix reaches its final viscosity as
plasticizers effectively lubricate the mix.
MIXING
The mixing process is the beginning of any rubber plant, whether it makes tyres
or rubber articles.
Why mix at all?
1. The basic purpose of mixing is to mechanically breakdown the rubber
in an attempt to obtain a uniformly homogeneous mass, which is
subsequently formed into slabs or sheets of rubber.
2. In other words the mixing process mixes or blends the rubber with the
various constituents uniformly.
3. The mixing plasticizes the base material, i.e raw rubber.
What all go in for mixing?
Rubber (Natural rubber or Synthetic rubber), Fillers, Vulcanizing agents,
Peptizers, Accelerators, Antioxidants, Plasticizers, Process oil, Pigments, Antiozonant,
Other chemicals (Elastomers, Cobalt, Magnesium oxide, Calcium carbonate, Zinc oxide)
(Refer the section on raw materials for more information)
What are the different types of mixing?
In principle, there are two types of mixing (though there are classifications based
on other parameters also).
1. Continuous mixing.
2. Discontinuous mixing or batch mixing.
Either of the above mentioned processes usually comprise of two stages namely, the
distributive and the dispersive stages.
• The distributive mixing stage yields the master batch after primary mixing and
plasticizing. To get a good mix with the additives, the rubber has to be plastic.
The raw rubber is not plastic and is hard. The first stage mainly deals with the
mastication of rubber i.e. making the elastic rubber plastic. Thus the name
distributive as it churns and tears and distributes the elastic rubber to get a
sticky plastic yielding compound.
• The dispersive stage serves for the final dispersion of the vulcanizing agents
The mixers used in both stages of the continuous mixing process are of the
continuous type. Typically, a continuous mixer consists of screws rotating in cylindrical
chambers, in which the material to be mixed enters and leaves continuously.
On the other hand, in batch mixing the first stage is served by the batch mixer
followed by the second mixing stage in a rolling mill or a continuous mixer. Sometimes,
rolling mills are used in both stages. If such is the case, they operate discontinuously.
or rubber articles.
Why mix at all?
1. The basic purpose of mixing is to mechanically breakdown the rubber
in an attempt to obtain a uniformly homogeneous mass, which is
subsequently formed into slabs or sheets of rubber.
2. In other words the mixing process mixes or blends the rubber with the
various constituents uniformly.
3. The mixing plasticizes the base material, i.e raw rubber.
What all go in for mixing?
Rubber (Natural rubber or Synthetic rubber), Fillers, Vulcanizing agents,
Peptizers, Accelerators, Antioxidants, Plasticizers, Process oil, Pigments, Antiozonant,
Other chemicals (Elastomers, Cobalt, Magnesium oxide, Calcium carbonate, Zinc oxide)
(Refer the section on raw materials for more information)
What are the different types of mixing?
In principle, there are two types of mixing (though there are classifications based
on other parameters also).
1. Continuous mixing.
2. Discontinuous mixing or batch mixing.
Either of the above mentioned processes usually comprise of two stages namely, the
distributive and the dispersive stages.
• The distributive mixing stage yields the master batch after primary mixing and
plasticizing. To get a good mix with the additives, the rubber has to be plastic.
The raw rubber is not plastic and is hard. The first stage mainly deals with the
mastication of rubber i.e. making the elastic rubber plastic. Thus the name
distributive as it churns and tears and distributes the elastic rubber to get a
sticky plastic yielding compound.
• The dispersive stage serves for the final dispersion of the vulcanizing agents
The mixers used in both stages of the continuous mixing process are of the
continuous type. Typically, a continuous mixer consists of screws rotating in cylindrical
chambers, in which the material to be mixed enters and leaves continuously.
On the other hand, in batch mixing the first stage is served by the batch mixer
followed by the second mixing stage in a rolling mill or a continuous mixer. Sometimes,
rolling mills are used in both stages. If such is the case, they operate discontinuously.
COMPOUND FORMULATION
Prior to the “Banbury” or compound mixing comes the compound formulation.
The two major compounds in the rubber compound are the rubber and the filler, each
having its own functionality. The mixing of these raw materials and their proportions and
nature is determined by the purpose for which the compound is made. It may be for
superior rolling resistance or better grip on both dry and wet roads. The properties of the
mix can be changed by selecting one or more types of rubber and filler and their grades
and proportions in which they have to be present.


The two major compounds in the rubber compound are the rubber and the filler, each
having its own functionality. The mixing of these raw materials and their proportions and
nature is determined by the purpose for which the compound is made. It may be for
superior rolling resistance or better grip on both dry and wet roads. The properties of the
mix can be changed by selecting one or more types of rubber and filler and their grades
and proportions in which they have to be present.


Dipping solution
Dipping solutions are resorcinol- formaldehyde condensation products used as
adhesion promoters. Reinforcing materials such as rayon, nylon, polyester, aramid, steel
and fiberglass cords are all bonded to rubber with resorcinol or resorcinol based bonding
agent. Nowadays, RFL (resorcinol Formaldehyde Latex) is used for dipping organic
fibers such as polyester, nylon, rayon, or aramid
Some thermoplastic resorcinol based resins can also be used for dipping but they
need additives (like hexamethoxymethylmelamine or hexamethylenetetramine) to
complete the reaction and become thermoset.
adhesion promoters. Reinforcing materials such as rayon, nylon, polyester, aramid, steel
and fiberglass cords are all bonded to rubber with resorcinol or resorcinol based bonding
agent. Nowadays, RFL (resorcinol Formaldehyde Latex) is used for dipping organic
fibers such as polyester, nylon, rayon, or aramid
Some thermoplastic resorcinol based resins can also be used for dipping but they
need additives (like hexamethoxymethylmelamine or hexamethylenetetramine) to
complete the reaction and become thermoset.
Metal cord
Beads are wire hoops on each side of the tyre to anchor it firmly to the rim of the
wheel. The core material is high tensile strength, high fatigue strength steel wire often
coated with substances like copper or bronze to increase its adherability to rubber. Steel
wire quality is based on tensile strength, elongation and stiffness. It is manufactured from
steel rood with high carbon content.
One difference between the multi – ply tyre and the belted tyre is the property of
the steel cord that is used. In the former, the fatigue life of the steel cords will be the
dominating aspect while in the latter; the stiffness will be of primary concern.

tyre breaker belts as well as the casing ply in many truck tyres. The brass coating is done
because rubber will not adhere to bare steel. Also, more the rubber penetrates, more is the
rust resistance. And though the steel cords come in various configurations such as in
cross sections of pairs and triplets, all are brass – coated strands twisted together into
cords.
The storage of these brass coated steel cords should be in a temperature and
humidity controlled environment (the creel room). Even the distance between the creel
room and the calendar must not be too large. Otherwise, corrosion due to moisture may
cause the steel belts to lose adhesion with rubber.
wheel. The core material is high tensile strength, high fatigue strength steel wire often
coated with substances like copper or bronze to increase its adherability to rubber. Steel
wire quality is based on tensile strength, elongation and stiffness. It is manufactured from
steel rood with high carbon content.
One difference between the multi – ply tyre and the belted tyre is the property of
the steel cord that is used. In the former, the fatigue life of the steel cords will be the
dominating aspect while in the latter; the stiffness will be of primary concern.

High tensile brass coated steel cords (multi strand) are used in the construction of
tyre breaker belts as well as the casing ply in many truck tyres. The brass coating is done
because rubber will not adhere to bare steel. Also, more the rubber penetrates, more is the
rust resistance. And though the steel cords come in various configurations such as in
cross sections of pairs and triplets, all are brass – coated strands twisted together into
cords.
The storage of these brass coated steel cords should be in a temperature and
humidity controlled environment (the creel room). Even the distance between the creel
room and the calendar must not be too large. Otherwise, corrosion due to moisture may
cause the steel belts to lose adhesion with rubber.
Textile fabric
The fabric gives shape, strength and reinforcement to the tyre cover. In earlier
days square woven fabrics were used but now weft less fabrics are being used which have
fiber threads in parallel with just enough cross threads to hold the parallel strands in place
before it is impregnated with rubber. Too much cross threads will cause friction and wear
in ride conditions. Each individual thread in the parallel strand is called a cord. Fabric
cord quality is based on its strength, stretch, elasticity and shrinkage
. In earlier days cotton was used but during 1939-45 war when cotton became
scarce, synthetic fibers like rayon were utilized. Synthetic fibers had better resistance to
more heat generated in synthetic tyres. For heavy-duty tyres, fine twisted steel cords are
used. Other synthetic fibers include nylon, aramid, fiberglass and polyester. Normal
fibers in use now are nylon and plyester

reduce centerline buckling under low inflation.
Synthetic fibers come in the form of yarn, raw fabric and dipped fabric. They
usually come in the form of huge rolls and are specialized and critical to the rubber
process.
days square woven fabrics were used but now weft less fabrics are being used which have
fiber threads in parallel with just enough cross threads to hold the parallel strands in place
before it is impregnated with rubber. Too much cross threads will cause friction and wear
in ride conditions. Each individual thread in the parallel strand is called a cord. Fabric
cord quality is based on its strength, stretch, elasticity and shrinkage
. In earlier days cotton was used but during 1939-45 war when cotton became
scarce, synthetic fibers like rayon were utilized. Synthetic fibers had better resistance to
more heat generated in synthetic tyres. For heavy-duty tyres, fine twisted steel cords are
used. Other synthetic fibers include nylon, aramid, fiberglass and polyester. Normal
fibers in use now are nylon and plyester

Aramid fibers are used in the tread area to provide high-speed performance and
reduce centerline buckling under low inflation.
Synthetic fibers come in the form of yarn, raw fabric and dipped fabric. They
usually come in the form of huge rolls and are specialized and critical to the rubber
process.
Antioxidants
Antioxidants resist the deterioration caused by rubber’s tendency to absorb
oxygen from the atmosphere. There are heat resistant antioxidants, antioxidants with
antiozonant properties and antioxidants with antiflex properties
oxygen from the atmosphere. There are heat resistant antioxidants, antioxidants with
antiozonant properties and antioxidants with antiflex properties
Accelerators
Accelerators reduce the time and temperature required for the vulcanization. The
variants are classified based on rate at which they accelerate the vulcanization or as
delayed action accelerators. Some accelerators are simply sulphur donors.
variants are classified based on rate at which they accelerate the vulcanization or as
delayed action accelerators. Some accelerators are simply sulphur donors.
Peptizers
A peptizing agent reduces the milling time but does not affect the cure
characteristics of the rubber. Hence addition of a peptizer reduces the compounding time
needed in a mill or mixer. E.g. Dibenzamido Diphenyl Disulphide.
characteristics of the rubber. Hence addition of a peptizer reduces the compounding time
needed in a mill or mixer. E.g. Dibenzamido Diphenyl Disulphide.

Tuesday, July 13, 2010
RAW MATERIALS FOR TYRES
Fillers and reinforcing agents
Carbon black gives resistance to wear. Without which the life of the tyre will be
very much reduced. In the tread half of the weight of raw rubber is carbon black. It is
prepared by burning crude oil in special furnaces. There are different grades of carbon
black which are used. One type is used in tyre casings where resistance to heat generated
in normal running is the main requirement. And specifically, the grades are different for
the sidewall, tread and apex.
Other fillers include white carbon or Silicon dioxide (Silica) and Kaolin clay.
Especially silica is used in some tread compounds so as to reduce the tyre’s forward
rolling resistance which reduces the fuel consumption while maintaining properties like
wet grip and better winter performance. A more detailed description of silica technology
is given under the section concerning tyre tread patterns.
Carbon black gives resistance to wear. Without which the life of the tyre will be
very much reduced. In the tread half of the weight of raw rubber is carbon black. It is
prepared by burning crude oil in special furnaces. There are different grades of carbon
black which are used. One type is used in tyre casings where resistance to heat generated
in normal running is the main requirement. And specifically, the grades are different for
the sidewall, tread and apex.
Other fillers include white carbon or Silicon dioxide (Silica) and Kaolin clay.
Especially silica is used in some tread compounds so as to reduce the tyre’s forward
rolling resistance which reduces the fuel consumption while maintaining properties like
wet grip and better winter performance. A more detailed description of silica technology
is given under the section concerning tyre tread patterns.
RAW MATERIALS FOR TYRES
Rubber
In its natural form (without any additives), natural as well as synthetic
rubber is useless as its consistency varies with temperature and its elasticity is lost in
prolonged tension. Thus the need for additives. Natural rubber usually comes in the form
of “ribbed smoked rubber sheets” in weights of 30-110kg
Synthetic rubber is used as a substitute for natural rubber. Historically, one
of the first synthetic variants was “Methyl-rubber” produced in Germany during the
1914-18 war. The raw materials used were coal and limestone (Germany, Russia). Others
experimented with other raw materials such as alcohol (U.S.A, Italy, Russia), petroleum
(U.S.A, Russia) and natural gas (Germany). A major breakthrough in synthetic rubber
evolution was the development of Buna S 3 during the 1939-45 war by Germany. On the
other hand in U.S.A, the variants were GR-S, Neoprene, Butyl rubber and GR-N (Buna
N). These synthetic variants virtually made the production of tyres possible without the
use of any natural rubber.
Natural rubber, styrene butadiene rubber(SBR) and polybutadiene rubber(BR) are
primarily used for tread and sidewalls. On the other hand butyl and halobutyl rubbers are
used in inner liners.
Synthetic rubber has some advantages over natural rubber in terms of physical
properties such as wear and abrasion resistance but there is no perfect synthetic
alternative to natural rubber. Nowadays synthetic rubber comes as oil-inclusive (paraffin
or aromatic oil), staining/non-staining, acrylonitrile based, styrene based and so on.

In its natural form (without any additives), natural as well as synthetic
rubber is useless as its consistency varies with temperature and its elasticity is lost in
prolonged tension. Thus the need for additives. Natural rubber usually comes in the form
of “ribbed smoked rubber sheets” in weights of 30-110kg
Synthetic rubber is used as a substitute for natural rubber. Historically, one
of the first synthetic variants was “Methyl-rubber” produced in Germany during the
1914-18 war. The raw materials used were coal and limestone (Germany, Russia). Others
experimented with other raw materials such as alcohol (U.S.A, Italy, Russia), petroleum
(U.S.A, Russia) and natural gas (Germany). A major breakthrough in synthetic rubber
evolution was the development of Buna S 3 during the 1939-45 war by Germany. On the
other hand in U.S.A, the variants were GR-S, Neoprene, Butyl rubber and GR-N (Buna
N). These synthetic variants virtually made the production of tyres possible without the
use of any natural rubber.
Natural rubber, styrene butadiene rubber(SBR) and polybutadiene rubber(BR) are
primarily used for tread and sidewalls. On the other hand butyl and halobutyl rubbers are
used in inner liners.
Synthetic rubber has some advantages over natural rubber in terms of physical
properties such as wear and abrasion resistance but there is no perfect synthetic
alternative to natural rubber. Nowadays synthetic rubber comes as oil-inclusive (paraffin
or aromatic oil), staining/non-staining, acrylonitrile based, styrene based and so on.

TREAD PATTERNS
The tread pattern decides many important properties of the tyre. Some being
rolling resistance, directional stability, steering control, braking, acceleration, water
dispersion and so on. Some tread patterns are discussed below. Typically, more the tread
depth less the braking distance and more the fuel consumption as rolling resistance
increases.
Another important feature is the rolling resistance which is measured in terms of
the energy the tyre consumes when it revolves and deflects. More rolling resistance
meant more energy consumption and less rolling resistance meant reduction in wet grip
performance. Replacement of some quantity of carbon black in the tread compound with
silica has enabled reduction of rolling resistance, better winter performance and better
wet skid properties all at the same time.
As stated grip and rolling resistance are contradicting requirements to be
satisfied. Technically speaking, grip deals with the distortion in the tyre at high
frequencies – or in other words on the degree of unevenness on the road and the number
of small stones it hits on the road. Good grip is given by rubber compounds which absorb
high levels of energy (high hysteresis compounds)
On the other hand, rolling resistance is affected by low frequency distortion – or
in other words the deflection of the tyre as it revolves. Low rolling resistance needs
compounds which absorb less energy (low hysteresis compounds)
The genius behind adding silica is that by doing so tyre engineers have created a
compound which has high hysteresis at high frequencies and low hysteresis at low
frequencies.
Rib treads – Tread patterns are in the form of parallel circumferential groove
(Here, circumference denotes that of the tyre).
The tyre has good lateral resistance so it has good directional stability and
steering control. Rib pattern is good for sustained high speeds due to less resistance to
forward motion (or less rolling resistance) and so less heat generation. But the tread
pattern has poor acceleration and grip on wet roads.
Used in paved road surfaces and bus or truck steer axles.
Lug treads – Tread patterns are in the form of grooves perpendicular to the
circumference of the tyre.
The lug tread pattern has excellent braking power and traction. Has very high
rolling resistance and is the main reason why it is not suitable for high speeds.
Used on dirt roads, rear wheels of buses, industrial vehicles and dump trucks.
Rib-lug treads – This is a combination of rib and lug treads.
The circumferential rib treads in the centre give good directional control while the
shoulder lug tread gives good braking and driving power.
Used for both paved and dirt roads and as both rear and front wheels of trucks and
buses.

Block treads – The pattern consists of independent blocks divided by
circumferential and lateral grooves.
Block patterns give good steering control on snow covered and wet roads and
water dispersal properties. Because of smaller tread blocks tyre wear is more.
Used for winter tyres.
Asymmetric treads – These tread patterns try to optimize the opposing properties
of dry grip and water dispersal. The tread pattern on the inner side has more grooves
giving better grip on wet roads. The higher plane surface area on the outer side are better
suited for high speed cornering due to greater contact area which also helps reduce tread
wear. Asymmetric tyres should always be placed the right way around.
Used in high performance and motor sport tyres.
Directional treads – This pattern is characterized by lateral grooves on both sides
of the tyre pointing in the same direction. They are designed to rotate in one direction
only so that many properties get optimized. They give good traction and braking
properties and have good stability on wet roads (which means good water dispersal).
Must be mounted in the direction of tread pattern.
Used in high-speed passenger car tyres.
rolling resistance, directional stability, steering control, braking, acceleration, water
dispersion and so on. Some tread patterns are discussed below. Typically, more the tread
depth less the braking distance and more the fuel consumption as rolling resistance
increases.
Another important feature is the rolling resistance which is measured in terms of
the energy the tyre consumes when it revolves and deflects. More rolling resistance
meant more energy consumption and less rolling resistance meant reduction in wet grip
performance. Replacement of some quantity of carbon black in the tread compound with
silica has enabled reduction of rolling resistance, better winter performance and better
wet skid properties all at the same time.
As stated grip and rolling resistance are contradicting requirements to be
satisfied. Technically speaking, grip deals with the distortion in the tyre at high
frequencies – or in other words on the degree of unevenness on the road and the number
of small stones it hits on the road. Good grip is given by rubber compounds which absorb
high levels of energy (high hysteresis compounds)
On the other hand, rolling resistance is affected by low frequency distortion – or
in other words the deflection of the tyre as it revolves. Low rolling resistance needs
compounds which absorb less energy (low hysteresis compounds)
The genius behind adding silica is that by doing so tyre engineers have created a
compound which has high hysteresis at high frequencies and low hysteresis at low
frequencies.
Rib treads – Tread patterns are in the form of parallel circumferential groove
(Here, circumference denotes that of the tyre).
The tyre has good lateral resistance so it has good directional stability and
steering control. Rib pattern is good for sustained high speeds due to less resistance to
forward motion (or less rolling resistance) and so less heat generation. But the tread
pattern has poor acceleration and grip on wet roads.
Used in paved road surfaces and bus or truck steer axles.
Lug treads – Tread patterns are in the form of grooves perpendicular to the
circumference of the tyre.
The lug tread pattern has excellent braking power and traction. Has very high
rolling resistance and is the main reason why it is not suitable for high speeds.
Used on dirt roads, rear wheels of buses, industrial vehicles and dump trucks.
Rib-lug treads – This is a combination of rib and lug treads.
The circumferential rib treads in the centre give good directional control while the
shoulder lug tread gives good braking and driving power.
Used for both paved and dirt roads and as both rear and front wheels of trucks and
buses.

circumferential and lateral grooves.
Block patterns give good steering control on snow covered and wet roads and
water dispersal properties. Because of smaller tread blocks tyre wear is more.
Used for winter tyres.
Asymmetric treads – These tread patterns try to optimize the opposing properties
of dry grip and water dispersal. The tread pattern on the inner side has more grooves
giving better grip on wet roads. The higher plane surface area on the outer side are better
suited for high speed cornering due to greater contact area which also helps reduce tread
wear. Asymmetric tyres should always be placed the right way around.
Used in high performance and motor sport tyres.
Directional treads – This pattern is characterized by lateral grooves on both sides
of the tyre pointing in the same direction. They are designed to rotate in one direction
only so that many properties get optimized. They give good traction and braking
properties and have good stability on wet roads (which means good water dispersal).
Must be mounted in the direction of tread pattern.
Used in high-speed passenger car tyres.
TYRE CALSSES
Pneumatic tyres vary widely in size and weight with cross sections ranging from 1
inch to 21 inches. The most important functions of a tyre used in the automobile industry
are to absorb shock, and so reduce wear on vehicle and road and to grip the road for
braking, steering and transmission of power.
The main classes of tyre include-Car, Giant, Agricultural and Industrial, Aircraft,
Motor cycle and Cycle.
Also the tyres are classified as summer, winter or all season tyres.
Summer tyres- The main characteristic of a summer tyre is excellent driving and braking
performance on both dry and wet roads, in temperatures above freezing in all seasons. A
simple block shaped tread pattern ensures that it maintains maximum grip on a road
surface at all times.
Winter tyres-The winter tyre is suitable for ice and snow covered roads. The tread is
heavily siped, fine block design with grooves that are deep and wide providing excellent
traction and braking performance on such roads. The tread rubber used here is having
better friction characteristics and retains suppleness even at low temperatures.

longer block edge for winter usage. More sipes occur in all season tyres than summer
tyres to improve traction and braking performance by maximizing the effect of edge.
inch to 21 inches. The most important functions of a tyre used in the automobile industry
are to absorb shock, and so reduce wear on vehicle and road and to grip the road for
braking, steering and transmission of power.
The main classes of tyre include-Car, Giant, Agricultural and Industrial, Aircraft,
Motor cycle and Cycle.
Also the tyres are classified as summer, winter or all season tyres.
Summer tyres- The main characteristic of a summer tyre is excellent driving and braking
performance on both dry and wet roads, in temperatures above freezing in all seasons. A
simple block shaped tread pattern ensures that it maintains maximum grip on a road
surface at all times.
Winter tyres-The winter tyre is suitable for ice and snow covered roads. The tread is
heavily siped, fine block design with grooves that are deep and wide providing excellent
traction and braking performance on such roads. The tread rubber used here is having
better friction characteristics and retains suppleness even at low temperatures.

All season tyres-These tyres are more complicated than summer tyres because of the
longer block edge for winter usage. More sipes occur in all season tyres than summer
tyres to improve traction and braking performance by maximizing the effect of edge.
RADIAL TYRES
Most steel belted radial tyres are made of an inner liner, two polyester reinforced
body plies, two steel beads, two bead reinforcing strips, two chafers or anti – chafing
strips, two steel belts, two sidewalls and the tread. Some tyres also have one or two layers
of nylon or polyester reinforced sheets just below the tread and above the steel belt.
These are called “safety belts” or “cap plies”.
Radial-ply technology versus Bias –ply technology
Technically, these two variants differ in the way the ply cords (which means the
layers of fabric that makeup the body of the tyre) are layered in the body of the tyre. In
bias tyres the ply cords are at an angle to the direction of rotation or diagonally across the
tyre from bead to bead. These ply layers alternate in direction to reinforce each other.
On the other hand in radial tyres the ply cords are perpendicular to the direction of
rotation or run radially across the tyre from bead to bead. This means that they run
parallel to each other from bead to bead (with each individual cord running up the
sidewall, across the tread and down the other sidewall). This results in a cooler running
tyre that has more sidewall flexibility and better directional stability.
One common characteristic in belted bias-ply tyres and radial tyres is the need for
stabilizer belts made of sheets reinforced with fiberglass, steel or kevlar.
One difference between the multi – ply tyre and the belted tyre is the property of
the steel cord that is used. In the former, the fatigue life of the steel cords will be the
dominating aspect while in the latter; the stiffness will be of primary concern.
Performance wise, radial tyres surpass bias tyres when it comes to smooth rides
on bumpy roads and tyre grip on wet road conditions. Other plus points for radial tyres
are better braking and cornering power, better gas mileage and a higher life expectancy.
The strongest possible bond between the rubber and the steel belt wire is critical
in the construction of steel belted radial tyres. The most common failure mode of steel
belted radial tyres is separation in components in the area where the steel belt is placed.
During tyre usage, this area is subject to heavy stresses. Combined with the fact that
rubber adhesion to metal (here steel) is very weak makes this area prone to failure in
terms of separation of tyre components. Other factors affecting adhesion are mishandling
of components during usage and storage, accumulation of moisture on the steel belts
during processing, formation of pockets of air near the steel belts, contamination and last
but not the least undercuring.
body plies, two steel beads, two bead reinforcing strips, two chafers or anti – chafing
strips, two steel belts, two sidewalls and the tread. Some tyres also have one or two layers
of nylon or polyester reinforced sheets just below the tread and above the steel belt.
These are called “safety belts” or “cap plies”.
Radial-ply technology versus Bias –ply technology
Technically, these two variants differ in the way the ply cords (which means the
layers of fabric that makeup the body of the tyre) are layered in the body of the tyre. In
bias tyres the ply cords are at an angle to the direction of rotation or diagonally across the
tyre from bead to bead. These ply layers alternate in direction to reinforce each other.
On the other hand in radial tyres the ply cords are perpendicular to the direction of
rotation or run radially across the tyre from bead to bead. This means that they run
parallel to each other from bead to bead (with each individual cord running up the
sidewall, across the tread and down the other sidewall). This results in a cooler running
tyre that has more sidewall flexibility and better directional stability.
One common characteristic in belted bias-ply tyres and radial tyres is the need for
stabilizer belts made of sheets reinforced with fiberglass, steel or kevlar.
One difference between the multi – ply tyre and the belted tyre is the property of
the steel cord that is used. In the former, the fatigue life of the steel cords will be the
dominating aspect while in the latter; the stiffness will be of primary concern.
Performance wise, radial tyres surpass bias tyres when it comes to smooth rides
on bumpy roads and tyre grip on wet road conditions. Other plus points for radial tyres
are better braking and cornering power, better gas mileage and a higher life expectancy.
The strongest possible bond between the rubber and the steel belt wire is critical
in the construction of steel belted radial tyres. The most common failure mode of steel
belted radial tyres is separation in components in the area where the steel belt is placed.
During tyre usage, this area is subject to heavy stresses. Combined with the fact that
rubber adhesion to metal (here steel) is very weak makes this area prone to failure in
terms of separation of tyre components. Other factors affecting adhesion are mishandling
of components during usage and storage, accumulation of moisture on the steel belts
during processing, formation of pockets of air near the steel belts, contamination and last
but not the least undercuring.
TYRE SPECIFICATIONS
Take for example the sidewall marking
215/50 R15 91V E4
1. “215” – Width of the tyre in mm from sidewall to sidewall.
2. “50” – Called the aspect ratio. This gives the height of the tyre sidewall as a %
of the width of the tyre. In this case it is 50% of 215 mm.
3. “R” – Denotes radial construction. (“B” indicates bias ply)
4. “15” – The diameter of tyre’s rim in inches.
5. “91” – Maximum load capacity of the tyre (see load table below)when
properly inflated. In this case it is 615 Kg.
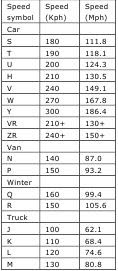
6. “V” – Indicates the maximum service speed of the tyre at full load (see speed
table below). In this case it is 240 Kmph.
7. “E4” – ECE type approval mark for sale in the European community. Other
compliant markings include “DOT” (U.S Department of Transportation),
“UTQG”(Uniform tyre Quality Grading)
Load table
The load capacity of the tyre determines what payload each tyre can carry. The table
below gives the load index and the load rating in Kg.


tyre wear is even and the life of the full set of tyres is extended. On the other hand radial
tyres should not be switched from one side to another because the cords tend to develop a
”set” due to flexing of cords during driving. Reversing the side may result in cord failure.
215/50 R15 91V E4
1. “215” – Width of the tyre in mm from sidewall to sidewall.
2. “50” – Called the aspect ratio. This gives the height of the tyre sidewall as a %
of the width of the tyre. In this case it is 50% of 215 mm.
3. “R” – Denotes radial construction. (“B” indicates bias ply)
4. “15” – The diameter of tyre’s rim in inches.
5. “91” – Maximum load capacity of the tyre (see load table below)when
properly inflated. In this case it is 615 Kg.
6. “V” – Indicates the maximum service speed of the tyre at full load (see speed
table below). In this case it is 240 Kmph.
7. “E4” – ECE type approval mark for sale in the European community. Other
compliant markings include “DOT” (U.S Department of Transportation),
“UTQG”(Uniform tyre Quality Grading)
Load table
The load capacity of the tyre determines what payload each tyre can carry. The table
below gives the load index and the load rating in Kg.



Generally it is advisable to rotate the tyre positions (i.e switch the tyres) so that
tyre wear is even and the life of the full set of tyres is extended. On the other hand radial
tyres should not be switched from one side to another because the cords tend to develop a
”set” due to flexing of cords during driving. Reversing the side may result in cord failure.
TYRE PARTS

Sidewalls
Sidewalls have two conflicting uses, one is to flex up and down acting as a shock
absorber during normal movement of the tyre on the road and to still be rigid enough to
bear the forces that come into play during normal running, braking, accelerating and
steering.
Several manufacturers have developed tyres that allow a vehicle to continue
moving despite loss of pressure. This is called Run Flat technology. One of the
approaches used by Bridgestone (RFT Series), Dunlop (DSST Series), Goodyear (EMT
Series) and Pirelli (Euphori) is the Reinforced tyre Sidewall. Whatever be the approach, it
must operate in tandem with the tyre pressure warning systems.
These tyres can be put on any rim. In these tyres the sidewall is reinforced with
inserts that are made of a highly resilient compound with high stiffness and low
hysteresis allowing the tyre to support the vehicle weight. New compounds are used in
the sidewall to prevent tyre destruction due to excessive flexing.

Casing plies
The term “ply” refers to a layer of fabric cords that is used to reinforce the tyre
casing. Without this reinforcement, on inflation the tyre will not have the required shape,
strength and structure. As stated earlier in a bias-ply tyre, two or four layers of cords are
wrapped at a 30 - 38 degree angle from bead to bead. And for stability reasons the layers
must be even with alternate direction of cords. And in a radial tyre the cords run at right
angles to the bead wires.

Rubber Breaker
Also called stabilizer belts or safety belts and are usually two in number. These
are belt layers under the tread section and are made of fiberglass, steel or Kevlar. These
reduce tread “squirm” on the road surface. In radial tyres also, the belts have to be
provided to prevent the tread area from “rolling” during cornering.
Another technology is the spiral winding technology.
Apex
The apex is also called the ”bead filler”. The apex stiffens the area just above the
beads and gives it strength and resilience during tyre mounting. Another device used in
some tyres is the rim flange protector that comes at the point where the wheel rim and
tyre meet.
Inner liner
The inner liner is a very critical component. It is a substitute for the tube used in
older style tyres. It is a double layer of synthetic gum rubber (butyl or halobutyl rubber)
that serves the purpose of sealing in the air and making the tyre tubeless. The main
functions of the rubber compound formulation for the inner liner are to provide the least
amount of air permeability (the butyl/halo – butyl rubber used here just does that)
possible and to strongly adhere to the body plies.
Beads
Beads are shaped like hoops and are non - extensible. It has a high tensile and
high fatigue life steel wire (coated with brass) as it backbone. (Sometimes Kevlar is also
used). The bead fits against the wheel rim. Strands of steel are arranged sided by side in
the form of a ribbon and are coated with rubber for good adhesion. Special shapes like
pentagonal beads are used which provide extra stability under low inflation conditions
and prevents the bead from slipping off the rim bead seat.
Bead wires come in different configurations like weft less, cable beads and single
strand. Similar to steel cords used in steel belts of radial tyres, these are also transported
in hermetically sealed containers and appropriate precautions have to be taken to prevent
contamination by impurities like moisture and dust leading to corrosion and thus loss of
adherence to rubber while coating.
The main function of the bead loop is to support or anchor the body plies and to
prevent the wheel from slipping or rocking the rim.
Chafer
These narrow strips of reinforcing pliant fabrics are so called because they resist
the chafing from the wheel rim. Chafers add dimensional stability as well as gives high
adhesion to rubber.
Just like the Reinforced tyre Sidewall concept described above, Michelin uses a
concept called the PAX system. Like the former this also operates in line with the tyre
pressure monitoring systems. The rubber clip over the rim prevents the tyre from cutting
into the tyre when there is a loss of pressure. The clip element is several centimeters thick
and is of the same width as the tread.

Subscribe to:
Comments (Atom)